 会员登录
会员登录
仿哥窑纹片釉的研制配方及其形成肌理探讨
|
|
|
|
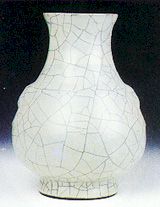
(清雍正)仿哥窑环耳樽,六字篆书款,高25.5cm |
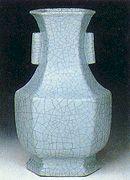
(清乾隆)仿哥窑六方贯耳尊,六字篆书款,高31cm |
一、前 言
哥窑产品“釉如美玉、紫口铁足、浑厚端重,以纹片著称”有着极高的艺术观赏价值,是宋代的五大名窑之一。
二、研制方法与工艺
参考传统釉的有关资料、图片、实物发现:传统哥窑产品的显著特征为;其一、釉面具有纹片。其二,“类玉”丰润”的釉体质感,其三,“紫口铁足”,因此试验时从坯釉二方面进行。坯体采用一定量的含铁原料,并使组成具有较低的膨胀系数,而釉则具有高的热膨胀系数,并追求特有的质感,同时也克服传统釉烧成范围窄的缺陷。试验直接在生产用倒焰窑中进行,确定配方后,经中试、试生产检验其稳定性。
试验所采用的工艺如下;
坯体:配料一球磨一过筛一注浆成型一干燥一修坯+干燥一低温素烧
坯体
釉料:配料一球磨一过筛 >施釉一干燥一烧成
三、结果与讨论
(一)坯体组成
┌───┬────┬────┬────┬────┬────┬───┐
│ │Si02 │A1209 │Fez03 │CaO │Mgo │NaKO │
├───┼────┼────┼────┼────┼────┼───┤
│wt% │60.2 │ 33.3 │ 5.2 │ 0.5l │ O.42 │ 2.1│
│B.F.│3.1149 │O.9105 │0.0895 │0.0278 │O.0321 │0.082│
└───┴────┴────┴────┴────┴────┴───┘
与哥窑产品相比Al20,提高了2~3%,SiO。量则下降了一些,这样降低了大件产品高温变形的可能,同时也可增加莫来.石的形成量,2%左右的NaKO可在一定程度上促进莫来石的形成,并阻止方石英的产生,降低坯的膨胀系数。
(---)釉组成表
┌───┬───┬────┬────┬────┬────┬────┬─────┐
│ │SiOs │~Alz03 │FezOs │CaO │MgO │NaKO │BaO │
│ │ │ │ │ │ │ │ │
├───┼───┼────┼────┼────┼────┼────┼─────┤
│WtX │68.03│16.48 │ 1.1│ 4.1 │ 0.81 │ 8.38 │ 2.Ⅱ │
│B.P.│5.289│0.7573 │D.0322 │0.3414 │0.0938 │0.5009 │0.:0639 │
└───┴───┴────┴────┴────┴────┴────┴─────┘
与传统釉相比釉中多引入了BaO,使釉更显清纯,同时也使釉对气氛的敏感性大大下降;釉中适当增加了Na20、K20,而CaO
量则减少,这样的结果使釉的烧成范围大为增宽,釉中较高的SiO。量则使釉具有“类玉”效果,也使纹片具有规则性。
(三)、工艺条件
1、坯体制备
料:水为1:0.5,电介质Na2CO3 0.3%Na2Si030.3%泥浆细度:万孔筛余1~1.5%,素烧坯体温度;1000~C
2、釉料制备
细度:万孔筛余1.5%,含水率46%
3、施釉
大件采用喷釉法、小件采用浸釉法。釉层厚度:2.5mm左右。内外施釉:以防炸裂,内釉层稍薄。
4、烧成:
5、纹片着色:
着色可用墨汁,也可用彩料。
(四)产品外观效果
1、釉色古朴,有“冰玉”质感,釉体“丰厚饱满”;2、裂纹分布自然舒畅。3、“紫口铁足”整体效果稳定端庄。
(五)胎釉的显微结构
用D/max—RA型X线衍射仪在Cu靶、40KV80mA、温度25℃温度61%的实验条件下,对胎釉进行显微矿物组成分析
从图中可知胎中有玻璃相和晶相,晶体以莫来石为主,还有一些石英晶体。釉以玻璃质为主还有少量方石英。釉中有大量微气泡。可见在显微结构上,不象传统釉那样釉中含有一定的钙长石与残留石英,而基本呈玻璃态。胎中莫来石多,残留石英少,FeO则以铁尖晶石FeO.SiO:溶入玻璃中。因此胎体膨胀系数很小。而釉中由于K20、Na20、CaO以一定量存在增大了膨胀系数,这是形成纹片的主要原因。
(六)胎釉膨胀系
胎釉膨胀系数
┌────┬─────┬───────┐
│ │ 温度范围│平均膨胀系数 │
├────┼─────┼───────┤
│胎体(1#)│ 20~800 │ 4.3 │
├────┼─────┼───────┤
│釉(50#) │ 20~800 │ 6.2 │
└────┴─────┴───────┘
从曲线上看,胎釉的膨胀系数均随温度下降呈下降的趋势,到200~C反而回升,这可能与方石英发生相变有关。
(七)烧成温度范围
根据计算及实际测定,烧成温度范围在1270~1310'C,比传统高钙釉宽20℃左右。
(八)“类玉”质感的形成机理及纹片形态的决定因素探讨
1、“类玉”质感的形成机理
对纹片釉釉层的观察发现,“类玉”质感的内在本质在于釉层中含有大量的微细气泡,气泡的存在使釉层对光线产生散射,从而在外观上使釉体呈现出柔和的半乳浊状。因此,“气泡”的形成过程对釉的质感起着决定性的作用。
当釉烧成达1200℃时,釉中的SiO:与Nato、K20形成流动性熔性,釉体开始软化、熔融,石英、长石不断向釉熔体熔介Fe20。发生分解。在发生上述反应时,由于坯、釉均有气体放出,当釉体多孔状态时,气泡会克服一定的阻力而外逸,到后期,随熔融进行。由于釉中含石英含量较多,不断向熔体熔介,熔体高温粘度随石英增多而增加,加上纹片釉釉层较厚,小气泡很难冲破釉面,也无力克服高温粘度相互合并成大气泡.因此只能以微细的状态密集于釉层中,直到釉成熟。釉中高的SiO。量,是釉形成“类玉”效果的关键因素。
2、纹片形态的决定因素
纹片形成包括纹理粗细与分布密度二个要素。通过试验发现,纹片形态的主要影响因素有:坯釉组成、釉层厚度、坯料釉料细度、烧成冷却制度,具体影响见表5。
表5
┌─────┬─────────────────┬────────────────┐
│ 影响因素│ 具体影响手段 │ 影响结果 │
├─────┼─────────────────┼────────────────┤
│ │1、在釉中增加SiO:、ZnO、MgO、 │使纹理变粗、变稀,直至消失。 │
│ │A120, │ │
│ ├─────────────────┼────────────────┤
│ 坯 │2、在釉中增加NazO、K20、CaO │使纹理变细密,有时粗且密 │
│ 釉 │ │ │
│ ├─────────────────┼────────────────┤
│ 组 │ │ │
│ 成 │3、在坯中增加Si02、CaO、MgO │纹理变粗变稀,有时变呈细且稀纹理│
│ ├─────────────────┼────────────────┤
│ │4、在坯中加入一定的A120,,与少量 │ │
│ │Na20、K20。 │ │
├─────┼─────────────────┼────────────────┤
│ 釉层厚度│ 增厚 │ 变粗且稀 │
├─────┼─────────────────┼────────────────┤
│ 坯 │1、坯料粗 │鱼子纹,有时粗且密 │
│ 釉 │ │ │
│ 料 │ │ │
│ ├─────────────────┼────────────────┤
│ 细 │2、釉料粗 │鱼子纹,有时粗且密 │
│ 度 │ │ │
├─────┼─────────────────┼────────────────┤
│ 烧成 │1、烧成、保温时间延长 │纹理变粗且稀 │
│ ├─────────────────┼────────────────┤
│ │2、冷却快 │鱼子纹 │
│ 冷却 │ │ │
│ ├─────────────────┼────────────────┤
│ │3、重烧(复火) │裂纹变粗变稀 │
└─────┴─────────────────┴────────────────┘
所有影响因素对纹片形态的作用均可用其对坯釉膨胀系数、釉弹性、中间层厚度、釉抗张强度的具体影响来表示,而一般来讲,坯釉膨胀系数作为主要因素,其差值的大小基本决定了纹片的具体形态。
四、结 论
1、通过降低CaO量并适当提高Na2O、K20量,可增宽纹片釉的烧成范围,因此仿制釉比传统釉有更宽的烧成范围。BaO的引入则使呈色清纯。
2、坯中适当提高Al20,量并用长石引入少量的K20、Na2O,可增加莫来石的形成量,利于纹片釉的形成,同时也克服了大件坯件的高温变形。这也是对哥窑产品的改善之处。
3、石英的纹片釉中虽然对纹片的形成不利,但对“类玉”效果的形成很有好处,这是以前的文献中没有认识到的。
参考文献:
1、陈显求等《中国古陶瓷研究》科学出版社 P173
2、叶宏明等《中国古陶瓷研究》科学出版社 P185 (本文编辑:王德基)
- 上一篇:龙缸丛谈
- 下一篇:我国古代青花色料来源诌议






